Automated visual inspection for high-mix, low-volume manufacturing
Industry challenge
Every changeover resets your inspection.
High-mix, low-volume manufacturing pushes traditional quality systems to their limits. Each product run is short, each design is unique, and every changeover resets the inspection process. Machine-vision systems built for high-volume lines require fixtures and algorithm tuning that can take weeks — often longer than the production window itself.
Key pain points
-
Setup overhead
Configuring hardware and algorithms consumes valuable time before any inspection can begin.
-
Inconsistent outcomes
Results vary by operator and shift, introducing variability at every changeover.
-
Documentation burden
ISO 9001 and AS9100 require detailed traceability records that manual processes cannot reliably produce.
Industries
- Aerospace composites
- Wind turbine blades
- Precision machined components
- Electronics assembly
- NDT / surface inspection
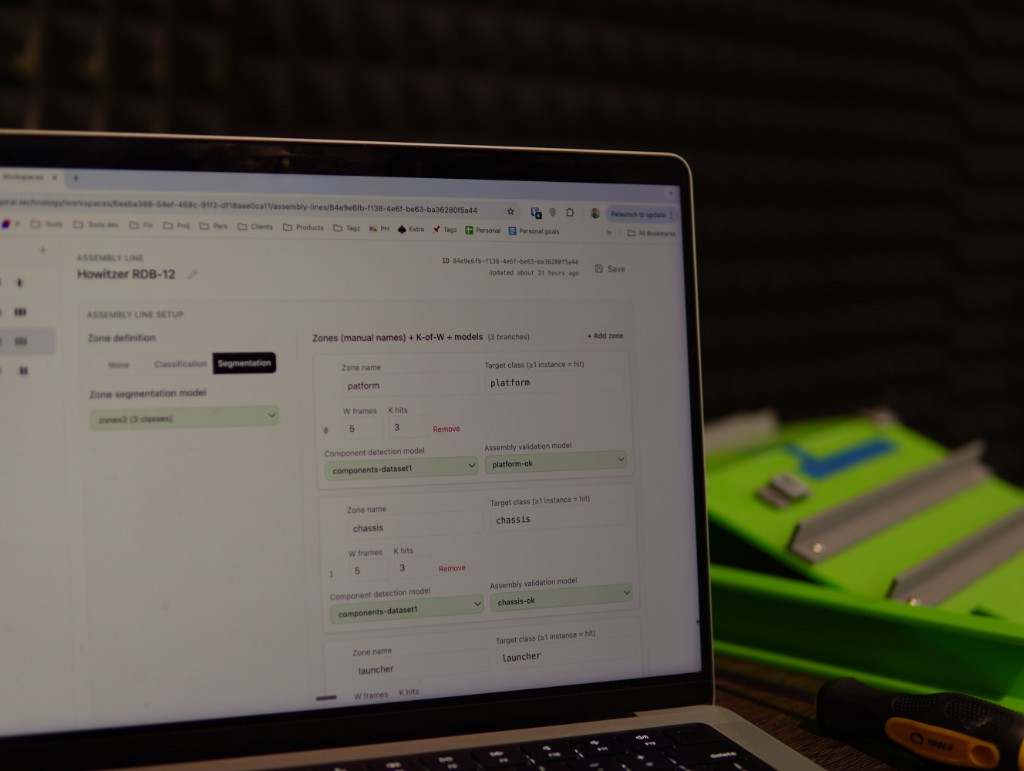
Use case 1
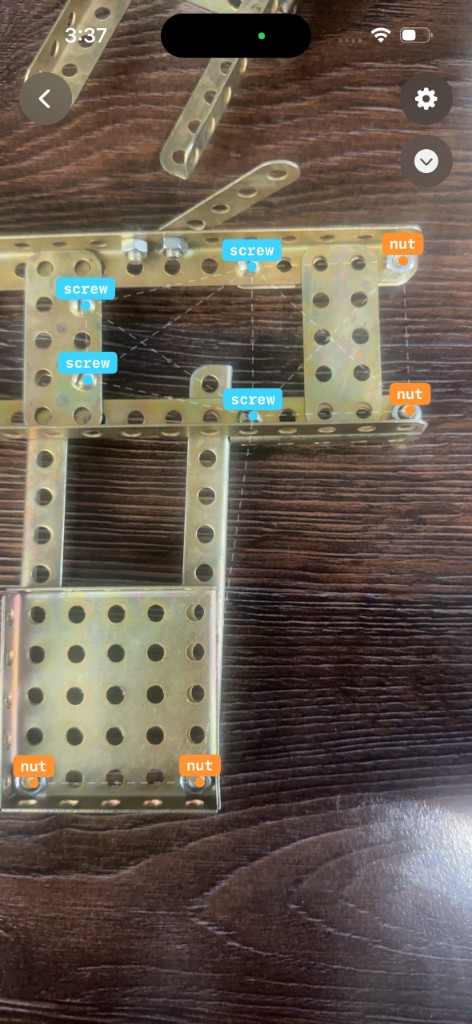
Assembly correctness checking
The operator moves to the assembly, identifies it by scanning a QR code, and captures images zone by zone. The system checks each zone for missing components, misplacement, orientation errors, and foreign objects — at the part, not at a station.
Detection modes
-
Missing component
Flags absent parts against the authorized assembly configuration.
-
Extra / unwanted component
Detects parts present where none should be.
-
Misplaced component
Identifies correct parts in wrong positions.
-
Misaligned component
Catches incorrect orientation or rotation.
-
FOD / surface defect
Finds foreign objects, scratches, burrs, cracks, and pinholes.
-
Hardware & wiring
Verifies presence and placement of fasteners, brackets, connectors, tubing, wiring harnesses, panels, and seals.
Performance
-
0.5 mm
Minimum detectable feature size (0.020″)
-
±10 mm
Positional accuracy (±0.4″)
-
±15°
Rotational accuracy
-
20″ – 13′
Assembly size range
-
100
Maximum inspection zones per session
-
800 lux
Recommended ambient lighting
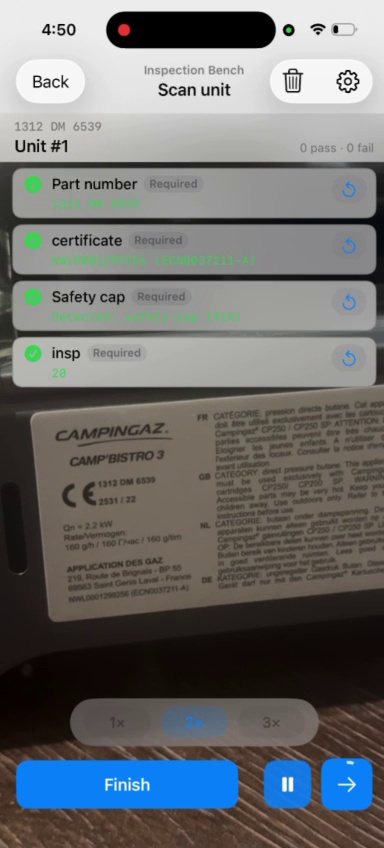
Use case 2
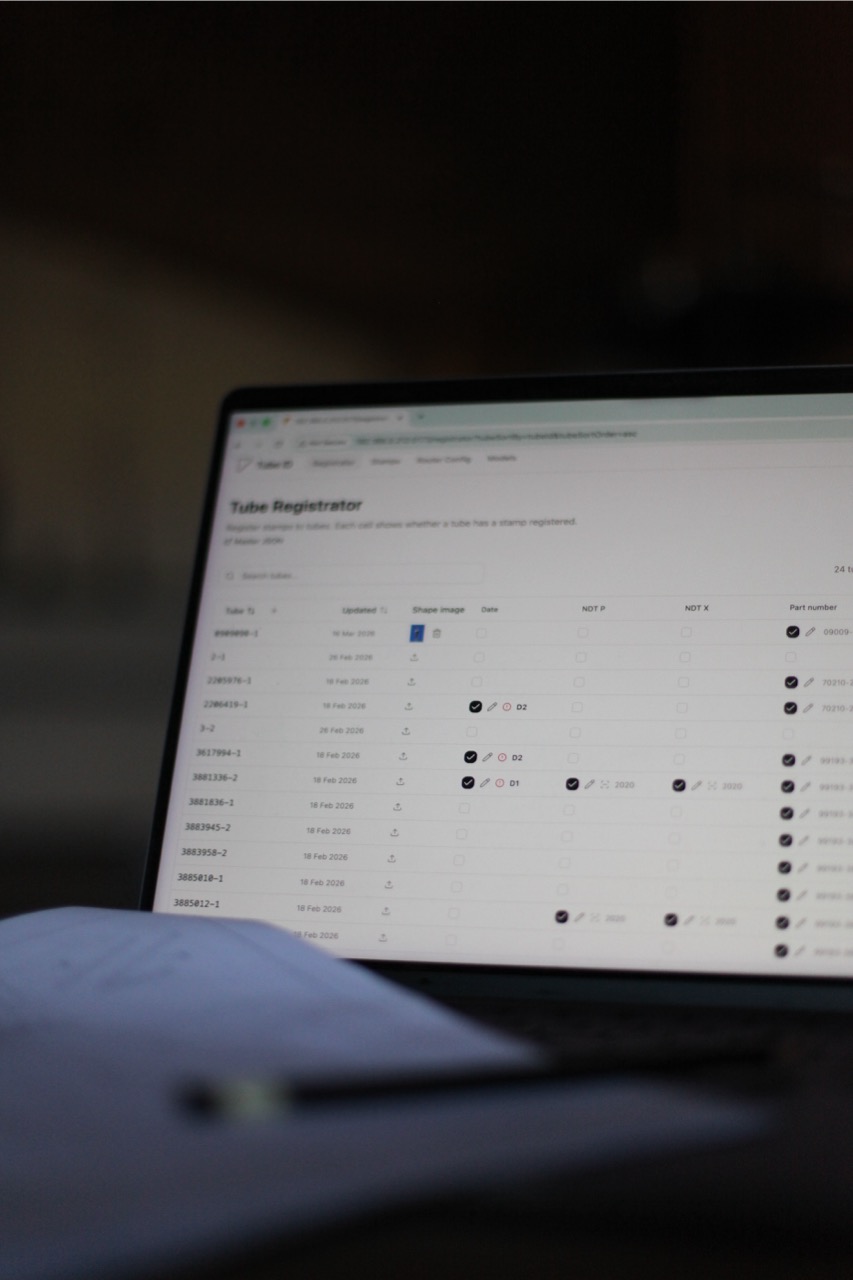
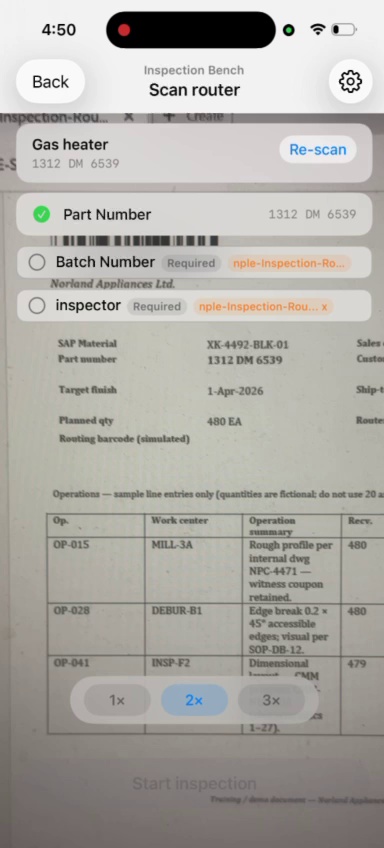
Marking & labeling inspection
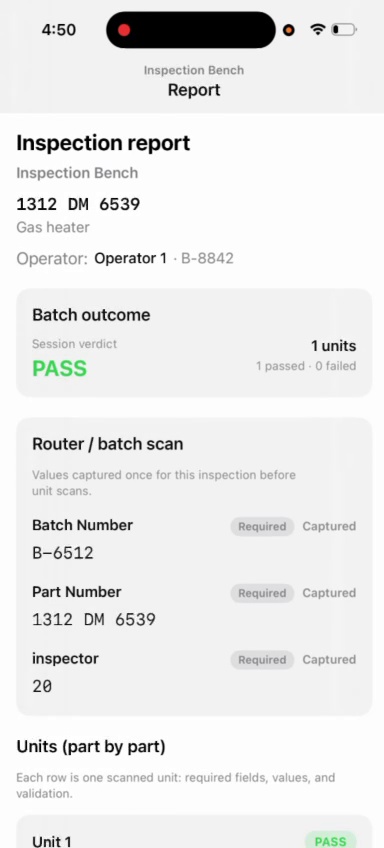
Parts are presented to the camera one at a time. The system reads and validates each marking against the production documentation, and the operator generates a report once the batch is complete.
Inspection scope
-
Presence / absence
Confirms expected markings exist and no unauthorized marks are present.
-
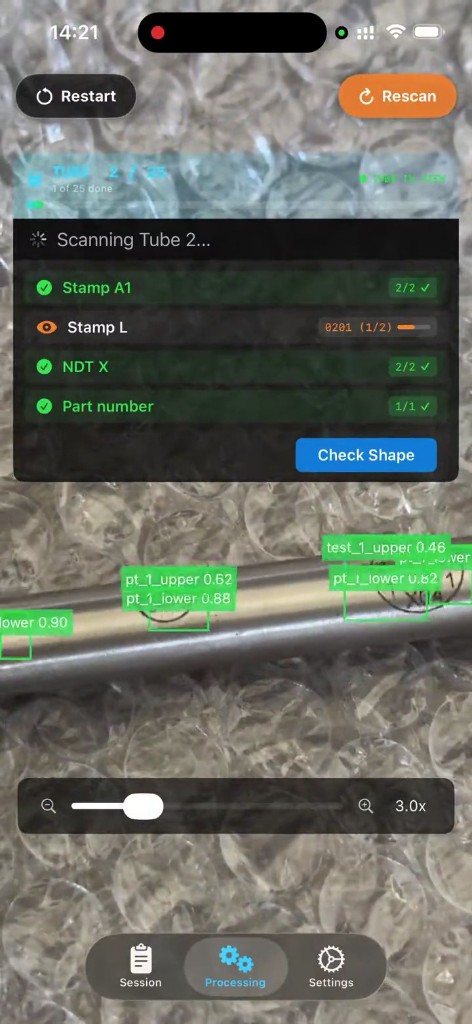
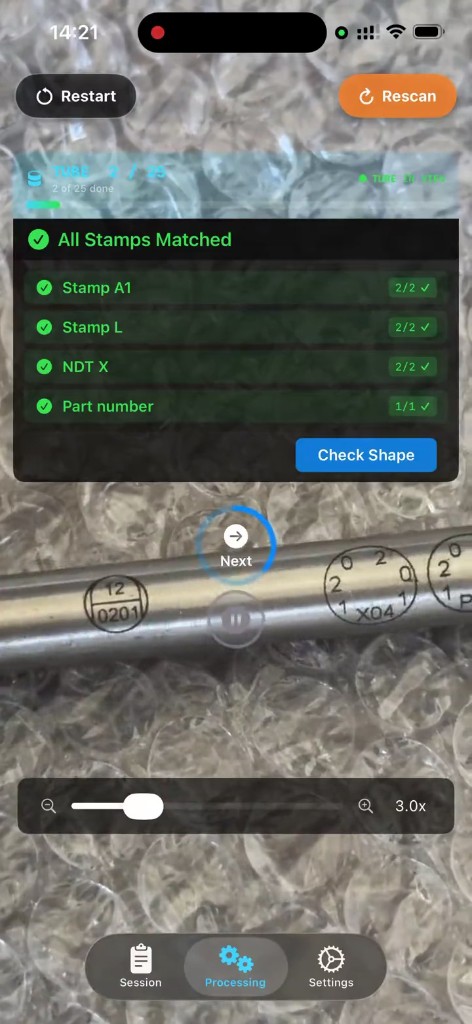
Text verification
Validates serial numbers, stamps, and labels against reference values. Supports multi-field validation per part type.
-
Legibility check
Flags marks that are present but unreadable.
-
Color coding
Verifies color-coded labels match the expected configuration for the part type.
-
Marking types
Batch numbers, part numbers, acceptance stamps, dates, packing labels, and custom labels.
-
Marking methods
Engraving and ink jet on metal and plastic, printed text on paper, handwriting.
Performance
-
0.5 mm
Minimum detectable feature size (0.020″)
-
1 mm
Minimum character height for reliable text recognition (0.04″)
-
< 5 s
Pass / fail result per marking zone
-
2″ – 8′
Part size range (50 mm – 2.4 m)
-
1″ – 36″
Working distance from part surface (25 – 900 mm)
-
800 lux
Recommended ambient lighting
IT architecture
Three components.
Designed for offline-first operation, on-premise deployment, and zero reliance on external cloud infrastructure.
- 1
iOS application
Self-contained app with all detection and validation logic on-device. Stores sessions locally and syncs to the backend on reconnect. Distributed via Apple Business Manager.
- 2
Archive API & storage
Ingestion and storage service on a Linux VM within your infrastructure or Spiral-managed cloud. Persists sessions indexed by batch, timestamp, and part.
- 3
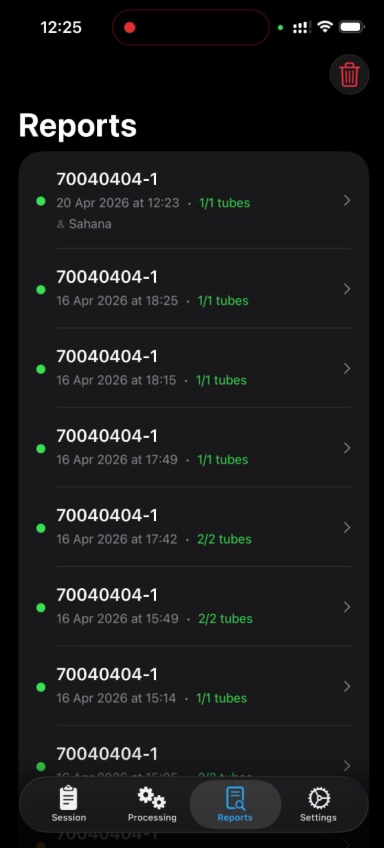
Configuration & audit portal
Browser-based read-only interface for reviewing archived sessions. Filter by batch, part type, status, and date. Export for documentation and audits.
Integration
- Connects with ERP, QMS, PLM, MES, and BI platforms via REST API
- Role-based authentication, HTTPS, multi-site sync
- Exports: JSON, CSV, image packages
Technology
Layered vision model cascade
All inference runs on-device via CoreML — offline-capable, low latency. Models are trained on customer-specific data collected during setup and delivered as silent app updates through Apple Business Manager.
- 1
Part identification
Detect and classify all visible components in the camera frame.
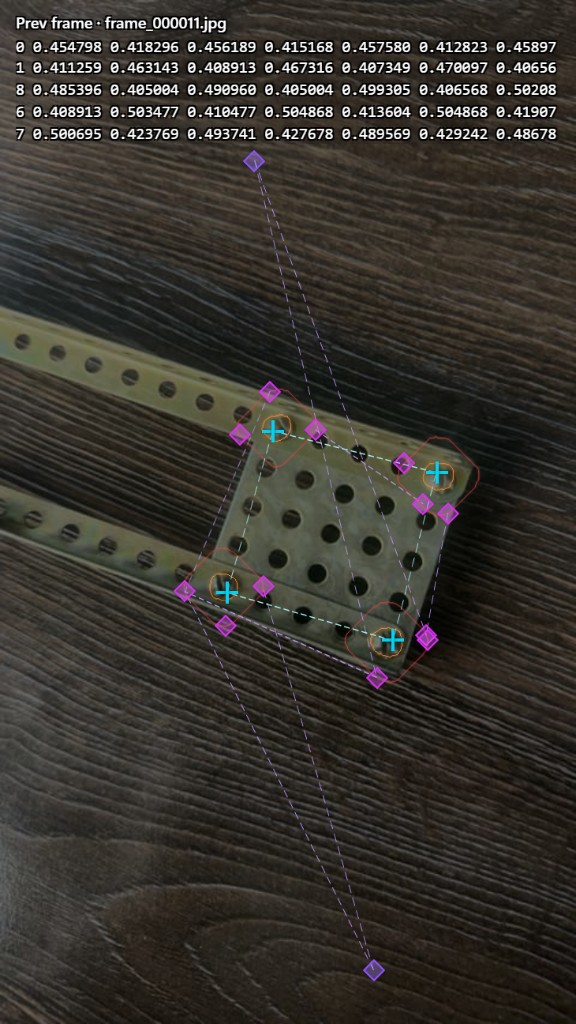
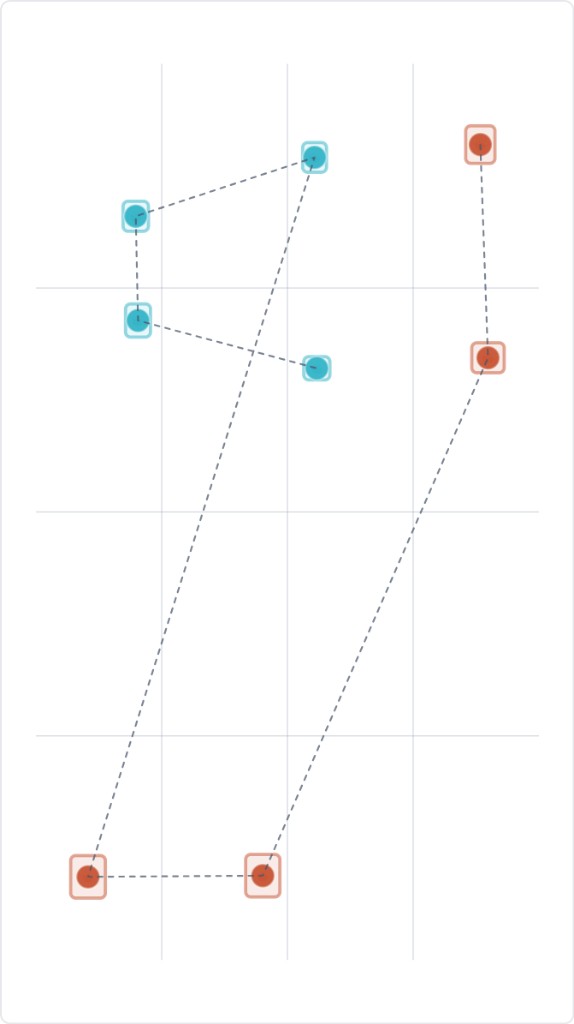
- 2
Assembly configuration validation
Confirm all expected parts are present and correctly positioned relative to the reference design.
- 3
Surface region segmentation
Identify and isolate surface regions relevant to anomaly detection.
- 4
Surface anomaly detection
Flag features consistent with damage, foreign objects, or surface defects.
- 5
Marking & text recognition
Validate serial numbers, stamps, and printed labels using OCR and pattern matching.
- 6
Final validation
Combine all checks into a single pass / fail / inconclusive result with full traceability.
Snapshots
Related
Product
Spiral Roboscope
AR + AI inspection with spatial defect registration for large composite parts, wind turbine blades, and aircraft structures.
Custom
Custom AI vision solutions
Need something neither product covers off-the-shelf? We build custom inspection pipelines on the same engines that power Inventor and Roboscope.
Contact
Start a conversation.
Ready to automate visual inspection on your production floor?